Kuidas tehakse insenerijoonlaudu?
Sisu
Terasest, malmist ja alumiiniumist joonlauad | |
| Peamised protsessid, mida terasest sirged servad saavad oma töö jaoks sobivamaks muuta, on: kuumtöötlus, karastamine, lihvimine, lihvimine ja lappimine. Malmist sirged servad valatakse sageli soovitud üldkuju ja seejärel viimistletakse nende tööpinnad kraapides, lihvides või lappimise teel. | |
| Alumiiniumi pressitakse sageli välja, kuna see võib olla väga kiire ja ökonoomne viis esemete valmistamiseks. Pressitud alumiiniumjoonlaud vajab aga malmist joonlauaga sarnast töötlemist, et saavutada tööpinna jaoks vajalik täpsus. |
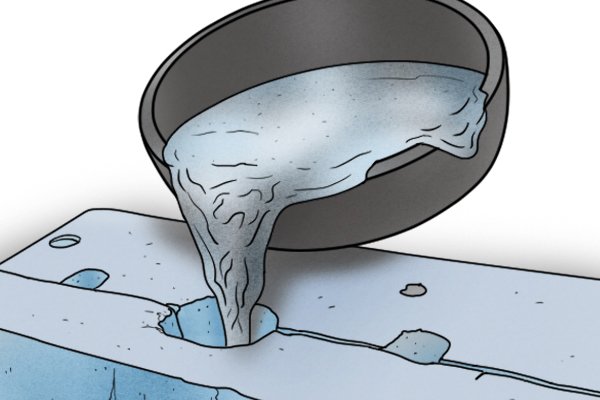
 | NäitlemineValamine on tootmisprotsess, mis hõlmab sulametalli valamist vormi, kus see jahtub ja võtab vormi kuju. Nii saab teha palju keerulisi kujundeid. Valamine võib vähendada või mõnel juhul ka kaotada detaili jaoks vajaliku töötlemise. Enamasti tehakse seda rauast, kuigi valada saab ka terast ja alumiiniumi. |
 | KuumtöötlusKuumtöötlus ja karastamine on tootmisprotsessid, mida kasutatakse metalli ja muude materjalide füüsikaliste omaduste muutmiseks. Kuumtöötlus seisneb metalli kuumutamises väga kõrgele temperatuurile ja seejärel selle karastamises (kiire jahutamine). See suurendab metalli kõvadust, kuid muudab selle samal ajal rabedamaks. |
 | tujuKarastamine toimub pärast kuumtöötlemist ja hõlmab ka metalli kuumutamist, kuid kuumtöötlemisel nõutavast madalamale temperatuurile, millele järgneb aeglane jahutamine. Karastamine vähendab metalli kõvadust ja haprust, suurendades selle sitkust. Reguleerides temperatuuri, milleni metall karastamise ajal kuumutatakse, saab muuta metalli kõvaduse ja sitkuse lõplikku tasakaalu. |
 | EkstrusioonEkstrusioon on survevalu tootmistehnika, mille puhul materjal moodustatakse stantsi abil, mis surub metalli läbi matriitsi. Maatriksil on kuju, mis annab valmis tooriku soovitud ristlõike kuju. Alumiinium on vaieldamatult kõige levinum ekstrudeeritud tootmises kasutatav materjal. |
Graniit siledad servad | |
 | Inseneri graniidist joonlauad lõigatakse kõigepealt jämedalt suurest graniidiplokist. Seda tehakse suurte vesijahutusega saagidega. Kui üldine kuju on saavutatud, saavutatakse lihvimise, kraapimise või lappimise teel insenerijoonlauana kasutamiseks vajalik viimistlus ja täpsus. |
 | LihvimineLihvimine on protsess, mille käigus kasutatakse töödeldavalt detaililt materjali eemaldamiseks abrasiivsetest osakestest koosnevat lihvketta. Lihvketas on ketas, mis pöörleb suurel kiirusel ja töödeldav detail liigub mööda ringi külgserva või pinda. Lihvida saab ketastega, mille tera suurus on 8 (jäme) kuni 250 (väga peen). Mida peenem on tera suurus, seda parem on tooriku pinna kvaliteet. |
 | KatkestamineLihvimine on protsess, mille käigus töödeldava detaili pinnalt eemaldatakse väljaulatuvad osad, et saada tasane viimistletud pind. Lihvida saab mis tahes metallosa, mis nõuab tasast pinda. |
 | LaputamineLappimine on viimistlusprotsess, mida kasutatakse tootmises, et saada valmistootele siledam ja ühtlasem pind. Lappimine hõlmab abrasiivsetest osakestest ja õlidest koosnevat lappimismassi, mis asetatakse töödeldava detaili pinna ja lapitustööriista vahele. Seejärel liigutatakse lappimistööriist üle tooriku pinna. |
 | Lappimispasta abrasiivne iseloom kustutab töödeldava detaili pinna puudused ning tagab täpse ja sileda viimistluse. Kõige levinumad lapimisel kasutatavad abrasiivid on alumiiniumoksiid ja ränikarbiid, mille tera suurus on vahemikus 300 kuni 600. |
Lihvimine, kraapimine või lappimine? | |
 | Lihvimine ei anna nii siledat pinda nagu lappimine või lihvimine. Küürimist saab teha ainult metallist toorikutele, seega ei saa seda kasutada graniidist sirgete servade tootmiseks. Sirge serva suurus määrab, kas kraapimine või lappimine annab parema kvaliteediga sirge serva. Üldreeglina on kraapimine täpsem kui pikkade joonlaudade lappimine, kuid ainus viis kindlalt öelda, milline joonlaud on täpsem, on vaadata joonlaua tootjate tolerantse, mida kavatsete osta. |

