Enamik mutrivõtmete tüüpe on valmistatud stantsimise teel.
Terasvardad lõigatakse lühikesteks tükkideks, mida nimetatakse kangideks, ja igaüks neist lastakse läbi induktsioonkuumutusspiraali, mis soojendab metalli elektromagnetismi abil umbes 1000 kraadini Celsiuse järgi.
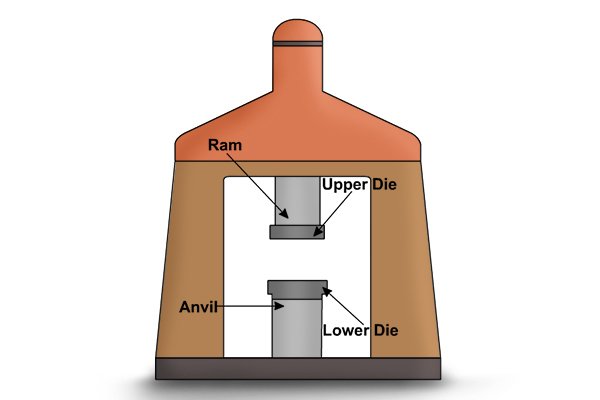
Töödeldav detail asetatakse järjestikku kolme stantsi (tuntud ka kui "vormid"). Ülemine stants langeb töödeldavale detailile, andes sellele kuju. Esimene stants annab võtmele krobelise kuju, teine viimistletud kuju ja kolmas lõikab moodustatud võtmest ära liigse metalli.
"Lõikejoon" (kohas, kus stantsi kaks poolt kokku puutuvad) lihvitakse siledaks pinnaks ning hüdrauliline press trükib mutrivõtme pinnale tootja nime ja tooteteabe.
Kui mutrivõtmel on nurkpea, painutab masin mutrivõtme otsa soovitud kuju.
Kui mutrivõtmel on rõngas- või mutripea, lõikab vertikaalne freespink pea keskele augu, mis on valmis avamismasinaga vormimiseks ja suuruse määramiseks.
Rõngas- ja küünlavõtmeid ei toodeta stantsimise teel. Need on valmistatud terastorudest, mis on vormitud vormimistööriistadega, mis suruvad toru otsad profiilideks.
Seejärel tugevdatakse mutrivõtmed terase tugevuse suurendamiseks. Karastamine on konkreetne kuumutamise ja jahutamise jada, mis on iga teraseliigi puhul veidi erinev.
Pöördmutripead luuakse pärast kõvastumist, lõigates väikese osa pea esiosast.
Mutrivõtmed jäetakse pooleks päevaks pidevalt liikuvasse keraamiliste kivide ja kemikaalide vanni, et tööriistade pind katmiseks ette valmistada.
Mõned mutrivõtmed on galvaniseeritud, kastes need vanni, mis sisaldab nikli ja kroomi lahuseid. Mutrivõtit läbiv elekter paneb metalliosakesed tööriista külge kinni, tekitades pinnale väga õhukese metallikihi.
Teised on kaetud musta oksiidiga keemilise lahusega, mis reageerib terases oleva rauaga, moodustades magnetiitkatte, mis kaitseb terast korrosiooni eest.
Täiendava korrosioonikaitse tagamiseks kastetakse mutrivõtmed ka roostetõrjelahusesse.
Kui mutrivõtmel on mitu komponenti, ühendatakse need sageli käsitsi. Näiteks painduvate mutrivõtmete peade kinnitamiseks paigaldatakse needid ja põrkvõtmete peadesse sisestatakse survevalu abil valmistatud plastist hammasrattad.
Survevalu komponendid valmistatakse vormis, millesse surve all süstitakse sulaplast. Kui detail on paigaldatud, saab selle eemaldada ja lihvida, et ühtlustada valmis detaili.
Täielikult isoleeritud mutrivõtmed valmistatakse, asetades mutrivõti survevaluvormi ja süstides sula plastikut tööriista ümbritsevasse õõnsusse, nii et mutrivõti väljub plastikkattega.
Lõpuks testitakse iga tööriista, et olla kindel, et see on piisavalt tugev ja vastab tootja standarditele.